
Author: Paul Janzé, Advanced Biomass Consulting Inc.

Because of the wide variation in material characteristics, selecting the appropriate screen for woody biomass is not as straight forward as it is for other materials. This article is intended to provide general screen selection information based on the author’s experience as to what types of screens work best with different forms of woody biomass.
I’ve said this many times before and I will repeat it once again. “Biomass is not an easy material to handle. It appears in a myriad of species, forms and sizes; it knits together, doesn’t flow well, consolidates and packs easily. It can have a wide range of moisture contents, basic and bulk densities and calorific values. It will freeze; is very dusty, catches fire easily and is self-combustible. It can contain all manner of contaminants. On the other hand, wood pellets are uniform in size and moisture content, are very free flowing, but are quite fragile and easily degrade and require special handling.”
All of the particular material characteristics of the specific woody biomass being processed must be taken into consideration when choosing an appropriate screen. Also, one must consider the conditions under which the screen will be operating; the quantity of material to be processed, the location, temperature, moisture, and operating hours will all have an impact on the screen effectiveness and must be considered when selecting a screen. Additionally, the intent of the screening function must be considered. What is the purpose of the screen; is it to scalp off gross oversized material, remove fines, screen for thickness, or separate into several classifications for other process considerations?
There are a lot of screen types available and most of them have been tried at one time or another on woody biomass. One type of screen may work well in one circumstance or location but not be effective in another. There are some basic types that have proven to work well if properly applied.
Disc Screens
The disc type of screen consists of a set of rotating, parallel shafts mounted in a steel frame and on which are mounted profiled, steel discs. The discs on one shaft interface with the discs on the next shaft. The spacing between the shafts, called the slot length (SL), and the space between interlaced discs, called the interface opening (IFO) can be selected to provide the desired screen open area through which material can pass. Material is fed onto the end of the screen, and is carried along the tops of the rotating discs. The profiled discs jostle the material; particles smaller than the screen opening fall through between the discs and shafts and particles larger than the screen openings are carried over the end of the disc screen. The width, length, number of shaft assemblies and the disc spacings are selected based on the quantity of material to be handled and on the target size of the material being accepted or rejected. Disc screens can have multiple screen opening sizes along the length, in order to do multiple classifications. The disc profiles can be different depending upon the material being handled. Discs should be fabricated from an abrasion resistant steel. Shaft rotational speeds are quite low, 30-40 rpm.
Disc screens are often equipped with an automatic, anti-jam system. Should load sensors or speed switches sense that the screen is jammed or is slowing down, the drive will stop, reverse for a few seconds, then re-start in the forward direction. If still jammed, this sequence will be repeated 2-4 times and if still jammed, then the drive will shut down, and a person will have to inspect the machine and un-jam it, if required.
Most disc screens are used as `scalping’ screens, where the prime function is to remove gross over-sized pieces of material. They are usually the very first screen in a conveying / screening system. Another function for disc screens is to be used as an `unloading’ screen before a `hog’ or grinder, the intent being to remove particles smaller than the hogged material target size, thereby bypassing and unloading the hog.
If used for handling wastewood or `hog fuel’, disc screens can be exposed to a considerable amount of contaminants including: sand, grit, dirt, rocks, snow, ice, metal and frozen lumps. So, they must be of heavy duty construction with abrasion resistant steel discs.
A unique style of disc screen is the star screen, which utilizes polyurethane, star shaped discs on shafts that rotate at a much higher speed than a conventional steel disc screen and are intended to break apart and separate light, stringy materials.
There are a lot of disc screen manufacturers; some have great disc screens but unfortunately many manufacturers have not mastered the subtleties of disc screen design. The best disc screens are manufactured by: Jeffrey-Rader, Acrowood, and West Salem Machinery, among others.
Gyratory Screens

The gyratory screen consists of a box frame with one or more screen plates mounted one above the other. The inclined box frame is suspended from articulated shaft hangers that permit the screen frame to oscillate in a horizontal plane when the counterweighted drive is running.
Material is fed onto the upper end of the sloped screen; the oscillating motion causes the material to slide down the sloped surface of the screen plates, with the under-sized material falling through the screen holes and the over-sized material being retained on top and discharging over the end of the screen.
Gyratory screens can have multiple screen plate `decks’ where material falls through one screen onto a second screen with smaller openings. A typical sawmill wood chip screen would have a top screen with 45mm round holes (RH), possibly a middle 13-16 mm RH screen, and a bottom 3-5 mm screen. `Gross overs’ passing over the end of the top screen would be directed to a re-chipper. The middle screen is usually intended to simply unload the bottom screen to permit more effective fines screening. `Accepts’ retained on the middle and bottom screens would be diverted to the accept chip stream. `Fines’ rejected through the bottom screen plate would be directed to the fines stream and used either for fuel or in a secondary process such as panelboard manufacturing.
Screen plates can be the punched plate or woven wire mesh type depending upon the material being handled and the desired classification.
There are many different gyratory screen configurations, with end-feed or center-feed, end or bottom discharge, or counter-flow screens where the inlet and discharge are at the same end.
Gyratory screens have a large capacity per unit area as compared to other types of screens and generally use less power. The oscillation frequency at approximately 200 – 300 rpm is much lower, the stroke at 1.5″ – 2″ is much greater and the screen slope at 5° – 10° is much lower than that of vibrating screens. Support structures need to be `tuned’ to accommodate the horizontal frequency, particularly when supporting multiple screens. The gyratory action is much easier to accommodate from a structural perspective than the high speed vibrations common to vibratory screens.

Because of the sliding motion of the material as it moves down the surface of the screen plates, gyratory screens handle the material quite gently as compared to other styles of screens. However, because of their gentleness, gyratory screens are susceptible to `blinding’ when handling snow-laden wood chips or chips with high pitch content. To compensate, gyratory screens can be equipped with `ball-decks’ under the screen plate. The bouncing balls will bang against the underside of the screen plate and knock the blinding material off the screen. However, the balls will wear away, so the downstream process must be capable of rejecting or handling the small particles of ball material.
Gyratory screens are used in many industries, but are the most common screen in sawmills, planermills, panelboard plants, and pulp and paper mills. They are particularly good for handling chips, sawdust, shavings, wood strands or wood pellets.
The world leader in gyratory screen design is BM&M Screening Solutions; however, both Acrowood and West Salem make good gyratory screens, too.
Vibrating Screens
The vibrating screen consists of an inclined box frame fitted with one or more woven wire mesh screens mounted one above the other. The screen frame is usually supported on coil springs and is driven by a counterweighted electric motor, producing vertical oscillations. The vibration frequency at 800 – 1000 rpm is significantly higher, the stroke much shorter at 1/4″ – 3/8″ and the decline angle at 15° – 20° is much steeper than that of gyratory screens. Support structures need to be `tuned’ to accommodate the vertical vibrations.
Oscillating in the vertical plane, vibrating screens accelerate the material particles until they become airborne and then fall further down the inclined screen mesh. Material smaller than the screen mesh passes through the screen, with larger material being retained on top of the screen and discharging over the end of the screen. Vibrating screens are useful where aggressive screening action is required, such as to loosen small frozen lumps of sawdust.
Vibrating screens were used for decades in the forest products industry until high capacity gyratory screens were introduced. Disadvantages of the vibrating screen include:
- Airborne slivers fall narrow end down and become wedged into the screen mesh.
- Screens break due to the high frequency.
- High maintenance costs.
- High noise.
If aggressive screening is required, consideration should be given to the `flip-flow’ screen.
Flip-Flow Screens
Flip-Flow screens consist of multiple, perforated, flexible, polyurethane screen panels that are mounted on two steel frames that move contrary to each other. As they move, the screen panels are alternately stretched and relaxed. As they are stretched, they impart very high, vertical `g-forces’ to the material on the screen, launching it into the air. The screen declination varies depending upon the material being handled, but is approximately 20° for wood chips. As with other screens, Flip-Flow screens can have multiple screen decks for different size classifications.
Material is fed onto the upper end of the sloped screen and the alternating stretching and relaxing of the screen panels causes the airborne material to bounce down the screen. Particles smaller than the screen openings fall through the screen panels, while larger particles are retained on the top of the screen panels pass over the end of the screen.
Due to the high `g-forces’ imparted to the particles, Flip-flow screens are very good at processing cohesive materials that are frozen or stuck together. And, as the polyurethane panels are stretched and relaxed, the openings are also stretched and relaxed, resulting in a screen that never blinds.
Flip-flow screens require much more power to drive than other machines of comparable capacity. They are very heavy duty and are costly. It is paramount that large sharp objects be kept out of the feed to the Flip-Flow screen in order to avoid damaging the polyurethane panels. Although the screen is mounted on isolation pads, the large mass and high vibration forces quite often necessitate separate support structures that go completely down to grade, so as to not impart unsuitable vibrations to the surrounding equipment or building.
Flip-Flow screens work especially well as secondary / tertiary chip screens in pulp and paper mills in extreme northern climates that have a lot of snow. The best Flip-Flow screen is the Liwell screen manufactured by Hein, Lehmann.
Trommel Screens
Trommel screens have cylindrical steel frameworks in which woven wire mesh screens are

fastened. The screen drum lies on its side at a slight angle (2° – 8°) and has fixed steel tires that rotate on trunnion wheels. Material is fed into the upper end of the drum and as the drum rotates, the material tends to ride up the side of the drum until it falls back to the bottom. Agitated particles smaller than the screen mesh opening fall through the screen, while larger particles are carried along the bottom internal surface of the screen drum and eventually are discharged out the end of the drum. Trommel screens can be equipped with multiple sizes of screens to produce various size classifications. Depending upon the application, trommel screens can be equipped with internal `lifters’ or spirals to help move the material along the drum bottom.
As the amount of screen actually in contact with the material is quite low, trommel screens tend to be quite large compared to other screens of similar capacity. Long slivers tend to jam in the screen openings, resulting in the need for frequent cleaning. Trommel screens will handle a lot of abuse and are generally low cost, vibration free, and produce low noise.
Trommel screens are often used on tough, dirty applications such as logyard clean-up, composting plants or municipal solid waste (MSW) plants. There are many manufacturers of trommel screens.
Grizzly Screens

Grizzly screens consist of declined parallel bars. Material is fed onto the upper end of the screen and material narrower than the bar spacing falls through the bars with the larger material sliding down the bars and off the lower end of the screen. In order for the large particles to flow down the screen, static grizzly screens are quite steep, >20°. Vibrating grizzly screens can have a lower slope resulting in a longer retention time and a more efficient screen.
Grizzly screens are often used prior to and in conjunction with trommel screens to remove the gross oversized material that could jam or damage the trommel screens.
A passive form of grizzly screen utilizes screen plates with tapered, angular slots mounted in the bottom of chain conveyors. As the chain flights move material over the slots, material smaller than the slots will fall through. Such a screen is used for rough screening out small particles such as fines, sand and grit.
Finger Screens
Finger screens are long, narrow vibratory screens with segmented, tapered finger plates with spaces between the fingers through which material may pass. Material is fed into the back end of the screen and the vibrating fingers move the material along the screen. Material smaller than the openings passes through the screen while large material is retained on top and eventually passes over the end of the screen. The tapered shape of the fingers prevents material from blinding over the openings.
Finger screens are often mounted in vibrating conveyors and used in waste management plants and in some hog fuel handling operations.
Thickness Screens
Thickness screens are specialty wood chip screens for Kraft pulp mills, where limiting the thickness of wood chips being fed to the digesters helps the penetration of pulping chemicals and digesting efficiency with consequent improvements in throughput capacity. There are (3) types of thickness screens.
Disc screens used to be utilized as thickness screens, however, due to the wiping action between closely spaced discs, the discs wore quickly and soon lost their sizing accuracy. Most disc thickness screens were replaced by roll screens or bar screens in the 1990’s. Sizing accuracy greatly improved and maintenance costs dropped dramatically.

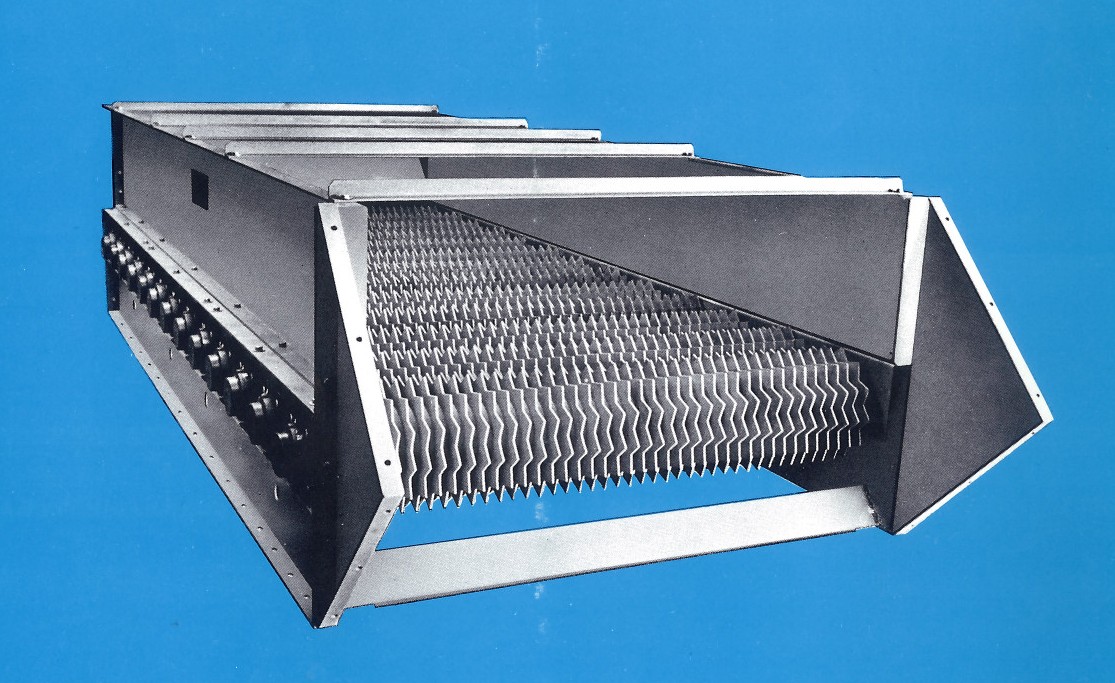
Bar thickness screens are manufactured by Jeffrey-Rader and consist of multiple banks of parallel bars mounted in a steel frame. The bars and frame are declined at approximately 3.5°. Alternate bars are interlaced and closely spaced one with the other, with the top of one bar higher than the other. Crank shafts raise and lower each set of bars, the intent being to `tip’ the wood chips on edge, so that the thinner chips can fall through the gap between the bars. Material is fed into the upper end of the machine and the oscillating bars cause the material to lift and bounce down the sloped bars. Thicker chips are retained on top of the bars and pass over the end of the screen. The bar screens do not pull the chips between the bars and therefore do not wear much; consequently, they retain their sizing accuracy for a long time.

Although the bar screen is fairly complex with a lot of moving parts, it is quite robust. It is equipped with vibration sensors that will shut the machine down to prevent the machine from destroying itself if it were allowed to run with the various components out of balance. The bar screens have a lot of oscillating mass and the supporting structures must be designed to accommodate this.
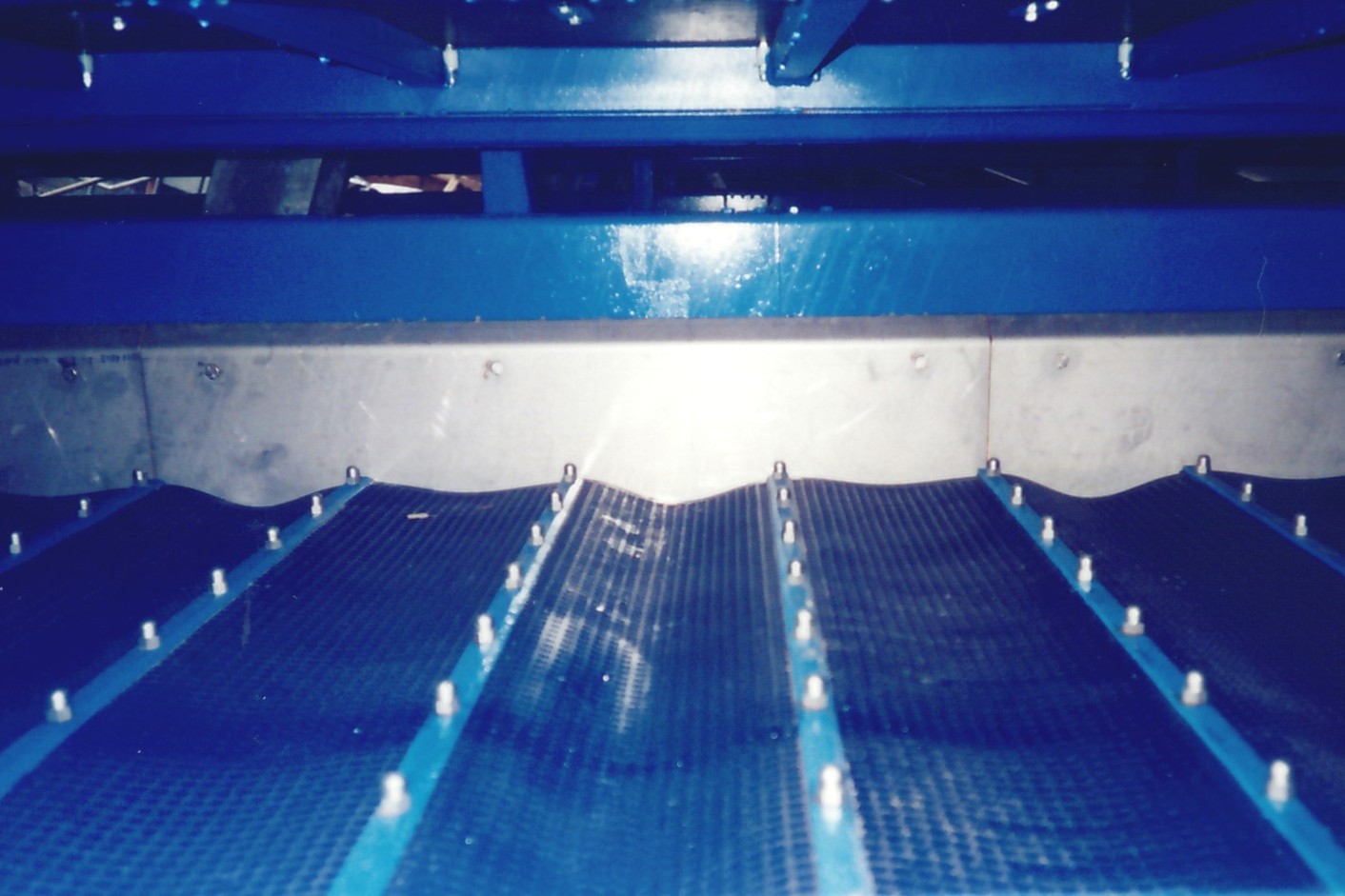
Roll thickness screens manufactured by Acrowood are much less complex than the bar screens, consisting of multiple rolls mounted in a steel frame. The rolls have a grooved, diamond shaped surface and are spaced to give the appropriate clearance between the roll tips on adjacent rolls, providing a gap through which the thinner chips can pass. The thicker chips are retained on top of the rolls and pass over the end of the screen. The roll screens have a low screen open area compared to the bar screen, which results in a large screen footprint.
Acrowood utilizes similar roll technology in their `pins’ and fines screens. The Acrowood roll screen is very accurate when new; however it is susceptible to unacceptable wear if there are a lot of rocks or grit in the material being fed to the screen. The roll screen handles chips gently and consequently has had problems with blinding if operating in heavy snow conditions.
The Acrowood roll screen has a low-profile and can be stacked one upon the other, resulting in a low building compared to other screen systems. Also, the roll screen doesn’t impart dynamic forces into the supporting structure. But, these advantages are sometimes offset by the necessity for a larger building to accommodate the large screen footprint.
Andritz makes a similar roll screen for removing fines.
Conclusions
- A good screen in one application may not be appropriate for the next.
- Just about every type of screen has already been tried on woody biomass. So, assess the material to be processed, research and investigate to find out what screen is effective, what the capital and operating costs are, and how reliable and maintenance intensive the machine is.
- There are a lot of screen types available, and a lot of screen vendors promoting their own type and brand of machine.
- Choose an impartial consultant engineer who has considerable woody biomass screening experience to help you select an appropriate screen for your particular needs.
Copyright © 15 November 2013
About the Author
Paul Janzé has more than 30 years experience in engineering design, project management, equipment manufacturing and maintenance, servicing the forest products and energy industries. His material handling experience includes: biomass handling and processing including forest residuals, logs, lumber, chips, woodwaste, wood pellets, wood strands, straw and poultry litter, sludge and biosolids; municipal solid waste (MSW); and coal and ash handling.
He has a keen interest in technologies which recover and utilize waste materials and convert them into products such as wood pellets. Paul’s specialties are fibre flow analysis and mass balances, process optimization and designing novel solutions to complex processing and material handling problems.
Paul can be contacted at:
Advanced Biomass Consulting Inc.
Tel: 1-604-505-5857
Email: pjanze@telus.net
I am interested in a trammel for screening sander fines out of sawdust in a wood working facility I am doing work for. There are several types of machines, such as saws, planers, panel saws and several sanders.
This unit would be outside in the elements. Capacity required would be approximately 800 Cubic foot per hour, at 12# per cubic foot. Curious if you have something to offer.
Please Advise
Thank You
Requirements of vibrating screen for screening the oversize and long straw from biomass